智能科技有限公司")
智能科技有限公司")

一般注塑模具只進(jìn)行一次頂出,但兩段式頂出結(jié)構(gòu)可以在模具內(nèi)部進(jìn)行有時(shí)間差的2次頂出,所以當(dāng)僅依靠1次頂出無法將成型制品從模具中取出時(shí),這種結(jié)構(gòu)機(jī)制更為方便。由于注塑模具成品的形狀特殊,或者是為了量產(chǎn)的需求,如果在一頂出后,成品仍然在模穴中,或者是無法自動(dòng)脫落時(shí),就需要再增加一次頂出動(dòng)作。這樣的頂出動(dòng)作設(shè)計(jì),稱為二次頂出。
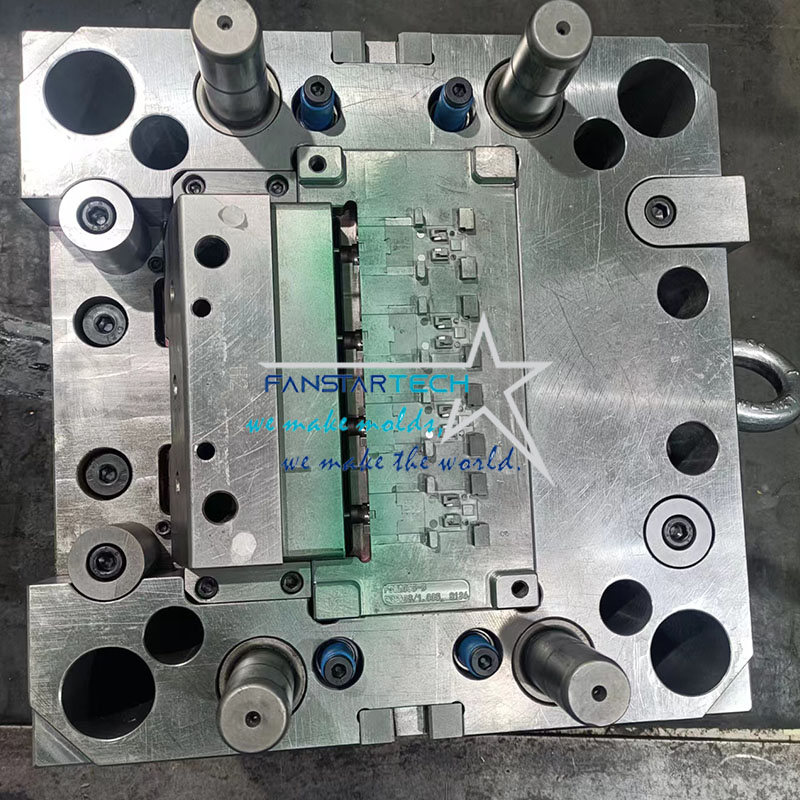
范仕達(dá)注塑模具
二次頂出應(yīng)為強(qiáng)制脫模,主要用于卡勾在無法使用斜頂及滑塊脫模時(shí)使用。兩段頂出不一定只是用在強(qiáng)制脫模,有時(shí)候?yàn)榱水a(chǎn)品比較好出模,或者是避免澆口拉傷,兩段頂出是常用的一種方式。所謂兩段頂出結(jié)構(gòu),是指當(dāng)從注塑模具型芯頂出成型制品時(shí),能夠執(zhí)行2次頂出過程的結(jié)構(gòu)。
注塑模具脫料板頂出結(jié)構(gòu)的情況下,成型制品的形狀被雕刻在脫料板上,這使得成型制品難以自由下落。因此,如果采用兩段頂出結(jié)構(gòu),則成型制品更容易自由落下。另一方面,在頂出板內(nèi)部設(shè)有一個(gè)流道頂出板,從而使得流道會(huì)比成型制品更早地頂出。利用隧道式澆口改善澆口的切割效果,減少切削殘留的效果顯著。
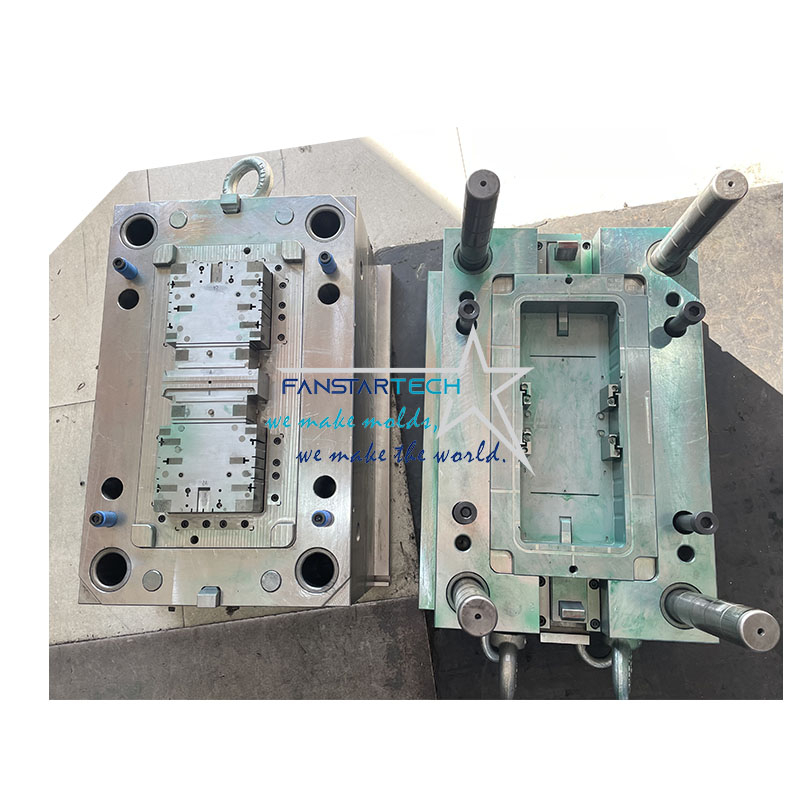
電表盒注塑模具
除此之外,還可以通過注塑模具結(jié)構(gòu)設(shè)計(jì)來實(shí)現(xiàn)兩段頂起。當(dāng)產(chǎn)品邊緣底部有裝配,不能有頂針痕跡,造成產(chǎn)品底部表面高低不平,筋骨太深,容易粘模,需要分成兩段頂出,以減少產(chǎn)品不良風(fēng)險(xiǎn)。范仕達(dá)的使命是掌握注塑生產(chǎn)核心技術(shù),從成品生產(chǎn)需求與客人做模具制作前技術(shù)交流分析,讓模具交貨期短,壽命長(zhǎng),快速量產(chǎn)和成品質(zhì)量?jī)?yōu)!有需要注塑成型模具的歡迎聯(lián)系我們!
注微信公眾號(hào)") 關(guān)注微信公眾號(hào)
關(guān)注微信公眾號(hào) 微信咨詢
微信咨詢


