智能科技有限公司")
智能科技有限公司")

由于注塑模具結(jié)構(gòu)、產(chǎn)品尺寸、成型機(jī)選型、樹脂流動的難易程度等多種因素的影響,很難從一開始就確定計量值和填充速度。必須避免因過度填充而導(dǎo)致?lián)p壞注塑模具。
一.注塑成型填充速度的思路
基本上,注塑模具模腔中流動前沿的速度會根據(jù)流動橫截面積而改變。首先以1檔速度填充,觀察成型品狀態(tài)的同時,以1-5檔改變速度,以找出最佳效果。
充填速度導(dǎo)致的不良案例
1.外觀缺陷(噴痕、流痕、氣紋、熔接線、氣體燒傷等)
2.功能、形狀不良(翹曲以及因殘余應(yīng)力增加而導(dǎo)致的變形)
3.重量不均、不穩(wěn)定等。
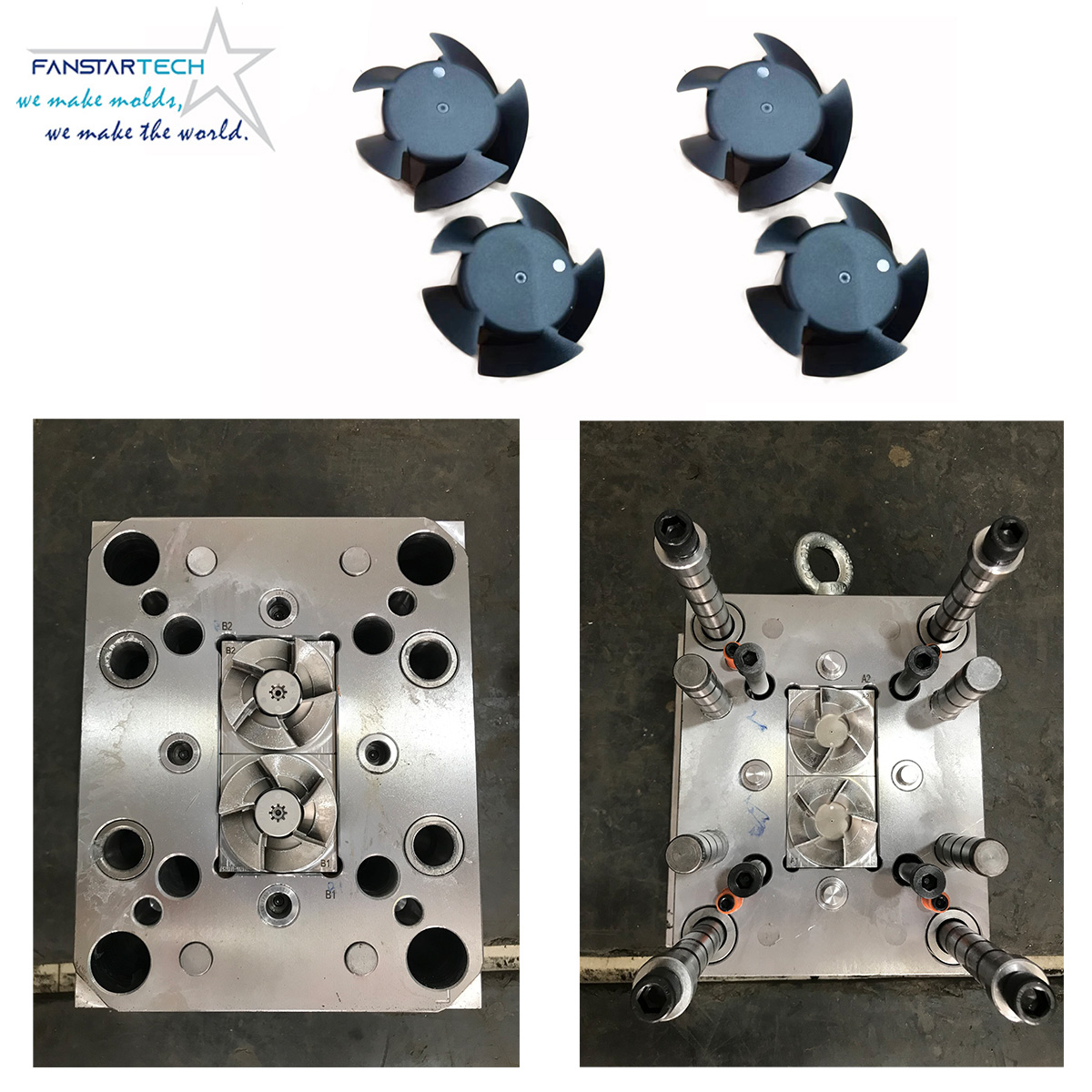
范仕達(dá)注塑模具
二.注塑成型填充速度的設(shè)置方法
第1次注塑時以1檔速度,以不會導(dǎo)致填料過多的計量值、VP切換位置,從欠注狀態(tài)開始進(jìn)行注塑成型。
之后,一邊變更VP切換時,一邊逐漸增加填充量。
填充速度下的標(biāo)準(zhǔn)填充量,通常為模腔內(nèi)的85~95%左右。
此時,因澆口部位或注塑模具結(jié)構(gòu)而導(dǎo)致出現(xiàn)外觀不良時,則將填充速度設(shè)置為多級,并一邊確認(rèn)每個螺桿位置和注塑模具內(nèi)的通過位置一邊調(diào)整速度。
三.注塑成型經(jīng)驗(yàn)談
根據(jù)注塑模具的結(jié)構(gòu)不同,盡管可能會出現(xiàn)一旦短射就無法脫模的情況,但最好的方法還是逐漸增加填充量。能夠在沒有任何缺陷的情況下用1檔速度完成填充是最理想的,但基本上很難做到這一點(diǎn)。通過仔細(xì)確認(rèn)流動前沿、螺桿位置和缺陷之間的關(guān)系,可以找出能夠有效消除缺陷的條件。
范仕達(dá)榮譽(yù)證書
范仕達(dá)的使命是掌握注塑生產(chǎn)核心技術(shù),從成品生產(chǎn)需求與客人做注塑模具制作前技術(shù)交流分析,讓注塑模具交貨期短,壽命長,快速量產(chǎn)和成品質(zhì)量優(yōu)!有需要注塑注塑模具的歡迎聯(lián)系我們!
注微信公眾號") 關(guān)注微信公眾號
關(guān)注微信公眾號 微信咨詢
微信咨詢


